
Het gebruik van (real-time) data productieprocessen aan- en bijsturen - in verspaning spreekt men van 'adaptief bewerken' - is de toekomst van productie. Dit wordt mogelijk door de toegenomen beschikbaarheid aan sensoren. Alles staat of valt echter met het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke modellen vormen de sleutel tot een succesvolle digitalisering. In een reeks blogposts brengen we enkele basismodellen onder de aandacht. In dit zevende deel behandelen we de wijze waarop u aan de slag kan gaan met gereedschapsslijtage om uw verspaningsprocessen te optimaliseren.

Iedereen spreekt over 'Industrie 4.0' of het vergaande gebruik van (real-time) data om productieprocessen aan- en bij te sturen als de toekomst van productie. Binnen de verspaning wordt al jaren gesproken over ‘adaptief bewerken’, wat door de toegenomen beschikbaarheid aan sensoren binnen handbereik ligt. Dit alles hangt echter af van het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke verspaningsmodellen zijn beschikbaar en worden nog steeds aangevuld met nieuwe wetenschappelijke inzichten. In de industrie zijn ze echter voor een stuk in onbruik geraakt. Vermits ze de sleutel vormen tot een succesvolle digitalisering, zullen we in deze artikelenreeks enkele basismodellen terug onder de aandacht brengen. In dit artikel: een punctuele en structurele aanpak om verspaningsprocessen te optimaliseren door een analyse van de gereedschapsslijtage.
Punctuele aanpak
Het type slijtage dat ontstaat en de hoeveelheid ervan vertellen veel over wat er tijdens het verspanende proces werkelijk plaatsvindt. Is er sprake van enkel wrijvingsslijtage (‘sleet’) of zijn er ook andere fenomenen zoals uitbrokkeling of scheurvorming waar te nemen? Bij een acuut probleem, waarbij de verspaning niet loopt zoals gepland, is het belangrijk om in eerste instantie de slijtagevorming grondig te observeren. Uitbrokkeling van de snijkant kan immers zowel onmiddellijk ontstaan als pas na een bepaalde tijd optreden. In het eerste geval is de meest waarschijnlijke conclusie dat de snijcondities te hoog gekozen zijn, waardoor de snijkant meteen bezwijkt. In het tweede geval kan zeker ook het snijmateriaal in vraag gesteld worden, omdat dit misschien niet voldoende bestand is tegen de gegenereerde warmte en na verloop van tijd bezwijkt.
Het is bijgevolg belangrijk om, naast goed te observeren, de slijtage aan het gereedschap op meerdere tijdstippen in kaart te brengen. Na grondige observatie is het mogelijk om het slijtagetype eenduidig te identificeren. (Online) catalogi van gereedschapsleveranciers bevatten vaak tabellen met voorbeelden ter vergelijking en ook op ons online platform wordt een overzichtspagina ter beschikking gesteld. Dergelijke tabellen bevatten meteen ook de nodige richtlijnen om de geïdentificeerde slijtagevorm te vermijden of minimaliseren.

Structurele aanpak
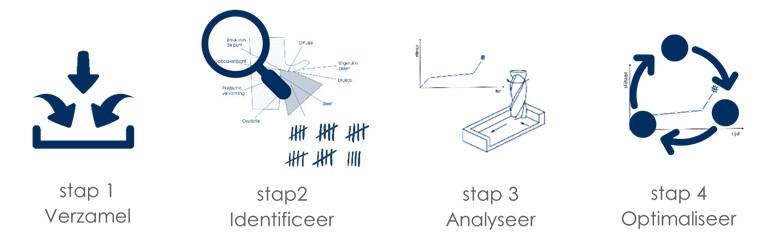
Uiteraard dien je niet te wachten op een probleem met een verspanend proces om informatie vanuit de gereedschapsslijtage nuttig in te zetten. Het doel van de structurele aanpak is om verbetertrajecten te identificeren dankzij de analyse van de optredende gereedschapsslijtage.
In eerste instantie wordt de scope van analyse afgebakend: wordt er naar een specifieke operatie of machine gekeken of meer algemeen, naar de algehele frees- of draaiafdeling? Eens dit vastligt, worden de gebruikte of verbruikte gereedschappen gedurende een bepaalde periode, afhankelijk van de intensiteit van gereedschapsverbruik, verzameld. Om zinvolle verbetertrajecten te identificeren moet je toch minstens een 100-tal gebruikte gereedschappen per operatie verzamelen.
In een tweede fase zal de slijtage aan elk gereedschap geïdentificeerd worden. Aangezien er geen acute verspaningsproblemen zijn, zal de primaire slijtagevorm bestaan uit wrijving of sleet en kan deze ook gedimensioneerd worden. Dit geeft een grafiek met de verdeling van de slijtage over alle gereedschappen heen, wat de basis tot analyse vormt. Ligt het merendeel van de slijtage tegen de limieten (vuistregel : 300 µm bij fijnen, 500 µm bij ruwen), dan wordt het gereedschap correct ingezet. Ligt de slijtage stelselmatig ver onder deze limieten, dan worden de gereedschappen niet ten volle benut.
Bij snijplaten kan ook geanalyseerd worden of alle snijkanten daadwerkelijk gebruikt worden. Of de procesparemeter of standtijden kunenn mee uitgezet worden, om zo een indicatie te krijgen van het verspaand volume per gereedschap in functie van slijtage. Uit de analyse volgen dan de mogelijke verbetertrajecten: snijcondities van een bepaald proces optimaliseren, opleiding geven rond het gebruik van bepaalde gereedschappen, etc.
Uit structurele studies die we bij verschillende bedrijven hebben uitgevoerd, blijkt dat gereedschappen vaak te snel worden weggegooid. Na een korte opleiding en verhoogde aandacht werd al snel 5 tot 10 procent bespaard op de totale jaarlijkse gereedschapskost.
Online platform
Op het online platform 'modelgebaseerdbewerken.be' kan u verschillende modellen raadplegen en inzetten voor het optimaliseren van uw verspaningsprocessen. Toegang tot het platform is kosteloos, maar u dient zich wel te registreren.
Op het platform vindt u ook de nodige toelichting over het werken met de modellen, maar hou zeker ook de Sirris-agenda in het oog te houden, want we zullen zowel fysieke als online toelichtingssessies organiseren.
Meer info? Neem contact met ons op!
Het online platform kadert binnen het COOCK-project 'Modelgebaseerd bewerken' dat werd opgestart met de steun van VLAIO.




