
Het gebruik van (real-time) data productieprocessen aan- en bijsturen - in verspaning spreekt men van 'adaptief bewerken' - is de toekomst van productie. Dit wordt mogelijk door de toegenomen beschikbaarheid aan sensoren. Alles staat of valt echter met het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke modellen vormen de sleutel tot een succesvolle digitalisering. In een reeks blogposts brengen we enkele basismodellen onder de aandacht. In dit vierde deel behandelen we de economische en productieve snijsnelheid.
Iedereen spreekt over 'Industrie 4.0' of het vergaande gebruik van (real-time) data om productieprocessen aan- en bij te sturen als de toekomst van productie. Binnen de verspaning wordt al jaren gesproken over ‘adaptief bewerken’, wat door de toegenomen beschikbaarheid aan sensoren binnen handbereik ligt. Dit alles hangt echter af van het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke verspaningsmodellen zijn beschikbaar en worden nog steeds aangevuld met nieuwe wetenschappelijke inzichten. In de industrie zijn ze echter voor een stuk in onbruik geraakt. Vermits ze de sleutel vormen tot een succesvolle digitalisering, zullen we in deze artikelenreeks enkele basismodellen terug onder de aandacht brengen. In dit artikel: de economische en productieve snijsnelheid, twee parameters die de keuze tussen snelheid en kost in kaart brengen.
Economische snijsnelheid
In een voorgaande blog werd de standtijdscurve, die de relatie tussen snijsnelheid en levensduur van het gereedschap in kaart brengt, behandeld. Beide parameters zijn ook gerelateerd aan kost en bewerkingstijd. Zo houdt een lagere levensduur in dat meer gereedschappen voor eenzelfde verspaand volume nodig zijn en bijgevolg de gereedschapskost toeneemt. Aan de andere kant houdt een hogere snijsnelheid in dat eennzelfde volume sneller zal verspaand worden, waardoor de bewerkingstijd en machinekost daalt. Om een snijsnelheid en bijhorende levensduur van het gereedschap te kiezen, zijn er bijgevolg twee mogelijke zienswijzen: tijd en kost.
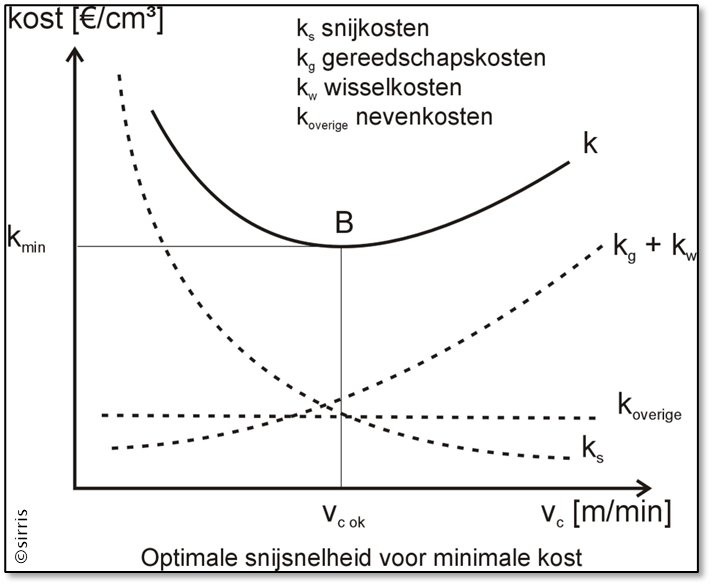
Wanneer geopteerd wordt om de kost centraal te stellen, spreken we van de economische snijsnelheid. Met ander woorden: welke is de snijsnelheid om een bepaald volume aan minimale kost te verspanen? Hiertoe dienen drie kostenposten in kaart gebracht te worden: (1) de snijkosten gerelateerd aan de machine, (2) de gereedschaps- en wisselkosten en (3) de vaste kosten, onafhankelijk van het verspaningsproces. De eerste zullen dalen naarmate de snijsnelheid stijgt, aangezien er minder machinetijd nodig is om een volume te verspanen. De kosten gerelateerd aan het gereedschap zullen dan weer stijgen maar als neveneffect ook de kosten gerelateerd aan het wisselen van gereedschappen (eventueel te minimaliseren door gebruik van zustergereedschappen). Bovenstaande grafiek toont in stippellijn het verloop van de verschillende kostenposten. Door sommatie wordt de curve die de kost in functie van snijsnelheid beschrijft verkregen waarbij het minimum (punt B) de economische snijsnelheid is.
Productieve snijsnelheid
Wanneer de bewerkingstijd centraal gesteld wordt, zijn we op zoek naar de productieve snijsnelheid, oftewel de snijsnelheid waarmee een volume aan materiaal in de kortst mogelijke tijd verspaand kan worden. Ook nu dienen we drie kostenposten in kaart te brengen: (1) de snijtijd of bewerkingstijd, (2) de wisseltijd van het gereedschap en (3) de procesonafhankelijke vaste kosten. De bewerkingstijd zal uiteraard dalen naarmate de snijsnelheid stijgt. Maar daar tegenover staat dat gereedschappen sneller zullen slijten en bijgevolg er meer gewisseld dient te worden.
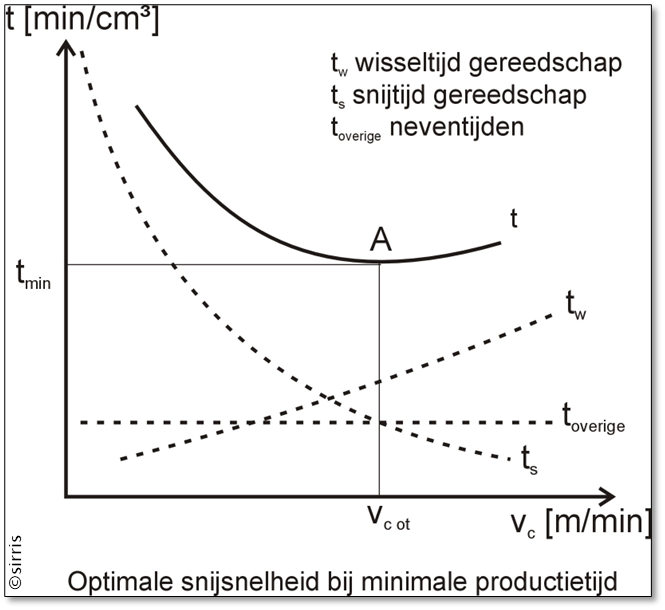
Bovenstaande grafiek toont het verloop van de verschillende kostenposten, waarbij de sommatie resulteert in een curve die de totale bewerkingskost in functie van de snijsnelheid weergeeft. Het minimum van deze curve (punt A) is de productieve snijsnelheid.
Snelheid versus kost
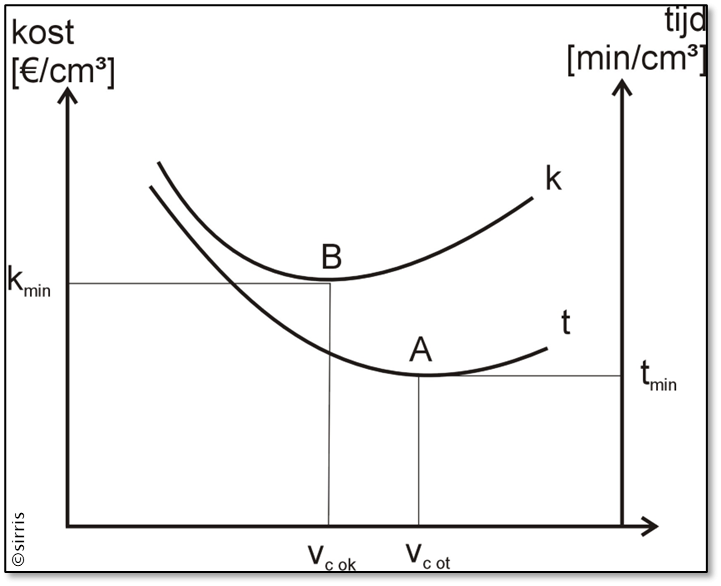
Wanneer beide curven worden samengebracht in een grafiek komen we tot de vaststelling dat de punten A en B niet identiek zijn. Concreet houdt dit in dat de economische en productieve snijsnelheid verschillend zijn, oftewel de combinatie ‘maximale snelheid en minimale kost’ onmogelijk is. Bij de keuze van snijcondities dient dus steeds de afweging tussen tijd en kost gemaakt te worden.
Online platform
Om u te ondersteunen in het afwegen van kost versus tijd kan u op het online platform 'modelgebaseerdbewerken.be' zelf de economische snijsnelheid voor uw toepassing bepalen. Toegang tot het platform is kosteloos, maar u dient zich wel te registreren.
Op het platform vindt u ook de nodige toelichting over het werken met de modellen, maar hou zeker ook de Sirris-agenda in het oog te houden, want we zullen zowel fysieke als online toelichtingssessies organiseren.
Meer info? Neem contact met ons op!
Het online platform kadert binnen het COOCK-project 'Modelgebaseerd bewerken' dat werd opgestart met de steun van VLAIO.




