
Het gebruik van (real-time) data productieprocessen aan- en bijsturen - in verspaning spreekt men van 'adaptief bewerken' - is de toekomst van productie. Dit wordt mogelijk door de toegenomen beschikbaarheid aan sensoren. Alles staat of valt echter met het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke modellen vormen de sleutel tot een succesvolle digitalisering. In een reeks blogposts brengen we enkele basismodellen onder de aandacht. In dit tweede deel behandelen we een model voor de berekening van de specifieke snijkracht.
Iedereen spreekt over 'Industrie 4.0' of het vergaande gebruik van (real-time) data om productieprocessen aan- en bij te sturen als de toekomst van productie. Binnen de verspaning wordt al jaren gesproken over ‘adaptief bewerken’, wat door de toegenomen beschikbaarheid aan sensoren binnen handbereik ligt. Dit alles hangt echter af van het beschikken over en begrijpen van een gestandaardiseerd en gestructureerd model, waarin de digitale informatie wordt verwerkt tot een fysieke actie. Dergelijke verspaningsmodellen zijn beschikbaar en worden nog steeds aangevuld met nieuwe wetenschappelijke inzichten. In de industrie zijn ze echter voor een stuk in onbruik geraakt. Vermits ze de sleutel vormen tot een succesvolle digitalisering, zullen we in deze artikelenreeks enkele basismodellen terug onder de aandacht brengen. In dit artikel: de specifieke snijkracht, een parameter die inzicht biedt in de verspaanbaarheid van een materiaal.
Materiaalafhankelijk
De specifieke snijkracht kc11 is de kracht die nodig is om een spaan met een doorsnede van 1 mm² en dikte van 1 mm te snijden. De specifieke snijkracht is een materiaalafhankelijke parameter en is dus verschillend voor elke materiaalgroep, maar varieert ook binnen eenzelfde groep: staallegeringen hebben over het algemeen een hogere specifieke snijkracht dan aluminiumlegeringen en binnen de staallegeringen hebben laag-gelegeerde koolstofstalen over het algemeen een lagere specifieke snijkracht dan hoog-gelegeerde koolstofstalen.
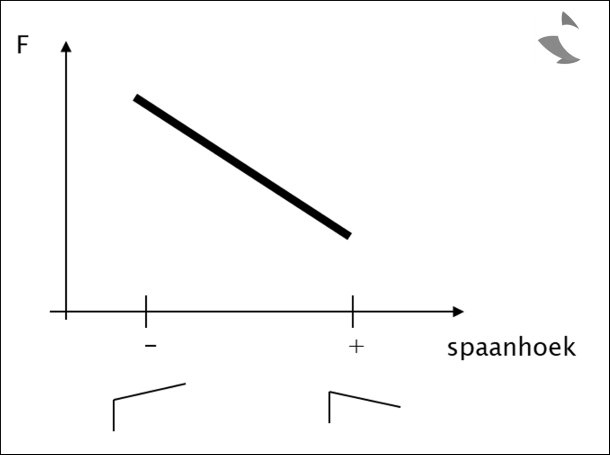
Geometrieafhankelijk
Naast het materiaal wordt de specifieke snijkracht ook beïnvloed door de spaanhoek. Zo is er de vuistregel dat voor elke graad de snijkant positiever wordt er 1.5 procent minder kracht nodig is om een spaan te vormen. Gevoelsmatig wordt deze vuistregel ook ondersteund, daar een scherp mes makkelijker snijdt. Dit houdt echter ook in dat naarmate de snijkant slijt en afrondt de spaanhoek negatiever wordt en er bijgevolg meer kracht nodig is om dezelfde spaan te produceren.
Leveranciers van gereedschappen of materialen stellen vaak een tabel met waarden voor de specifieke snijkracht ter beschikking. Bij gebruik in formules voor het berekenen van snijkrachten, koppel en/of vermogen is het belangrijk te weten bij welke spaanhoek deze waarden werden bepaald en voor welke spaanhoek de berekening zal gebeuren. Stel dat de waarden werden bepaald bij een positieve spaanhoek van 6° en u gehard staal met 6° negatieve spaanhoek wenst te bewerken, zal zonder compensatie de berekening minstens 18 procent afwijken (zie vuistregel).
Online platform
Op het online platform 'modelgebaseerdbewerken.be' kan u verschillende modellen raadplegen en inzetten voor het optimaliseren van uw verspaningsprocessen. Toegang tot het platform is kosteloos, maar u dient zich wel te registreren.
Op het platform vindt u ook de nodige toelichting over het werken met de modellen, maar we organiseren ook zowel fysieke als online toelichtingssessies.
Meer info? Neem contact met ons op!
Het online platform kadert binnen het COOCK-project 'Modelgebaseerd bewerken' dat werd opgestart met de steun van VLAIO.



