Production planning and control is a daunting task for many manufacturing companies. Planning and control problems show up in a low delivery reliability, long lead times and lots of chaos on the shop floor. If you face these problems, then you will probably need to take multiple actions to drive the hectic out. This article looks at improving the production control on the shop floor.
Understanding planning and control
First of all, it is important to understand that production planning and control are two different activities. Production planning takes care of the ‘long’ term decision making (e.g. setting start and due dates, determining lot sizes, ordering materials, ...) and takes place before the orders are released to the shop floor. The planning is typically done by a planner supported by a planning system (eg. ERP/MRP).
Production control (sometimes called execution or steering) focusses on short term decision making related to the released shop floor orders and is mainly focused on resolving shop floor disturbances (dealing with missing materials, ...). The production control is typically done by the supervisor supported by the planner.
It’s important to make a clear distinction between planning and control. Let’s look at an example. Suppose you plan a holiday, then it makes sense to book in advance your plane and hotel. This is the planning part. However, it doesn’t make sense to book in advance a train ticket from the airport to your final destination. If your plane has a delay, this could mean you miss your pre-booked train. So, it is better to buy a train ticket once you arrive at the airport. This is the control part. By postponing decisions as long as possible, you can actually make better decisions.
One thing that you should not expect from your planning are detailed daily activity lists per work centre. Such lists are often outdated by the time the planner has distributed the lists over the work centres. Decisions about the next work order are not planning decisions, but control decisions. Making good production control decisions is a task that can easily overwhelm your shop floor people and leave your supervisors in a constant firefighting mode. Such decisions are best supported by a dedicated production control system.
POLCA
POLCA stands for 'Paired-cell Overlap Loops of Cards with Authorization'. POLCA is a production control system for high mix/low volume environments and custom made products aimed at keeping the lead times at the shop floor predictable and short.
POLCA, if properly set up, controls the shop floor in these difficult environments particularly well. A POLCA system shares similarities with a kanban system. However, a kanban system is more suited for environments with repetitive products.
To understand how POLCA works, we should first make a distinction between two type of production control systems: push and pull systems.
A 'push system' releases a work order to the shop floor on the basis of the planned start date. This planned start date is typically calculated by the planning system based on some form of backscheduling.
In contrast, a 'pull system' releases work orders based on the status of the production system. For example, if the next workstation breaks down or is already flooded with work, then it is often better to wait before starting a new order to avoid unnecessarily long queues at the next workstation. This also allows the steering system to prioritize orders for which there is capacity available at another subsequent station. As a result, the resources can be better used and the flow through the system can be improved.
The Polca control system releases a production order on a workstation based on a combination of a push and a pull signal:
- Push signal: a schedule authorises the release of a production order at a workstation once a certain defined time (the authorization date) has passed. This prevents that orders are started too early.
- Pull signal: POLCA achieves this by means of an ingenious card system with overlapping loops. Two consecutive workstations in a routing form a loop (ellipses in Figure 1). A limited number of 'POLCA' cards circulate in each loop. A POLCA card is basically a capacity signal that indicates that processing capacity is available. A work order may only enter a loop if a free card of this loop is available. Once an order enters a loop, then a card is attached to the order. Once an order leaves a loop, then the card is returned to the first station of the loop and stored on a visual board. The card then becomes available for a next order. The last station can always start and doesn’t need an additional card. At the intermediate stations, (like D in figure 1), two cards will be attached to the order: an A/D card and a D/H-card. Only one card is attached at the first and last station.
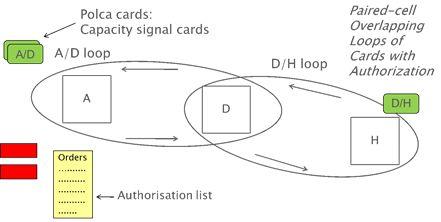
Figure 1: Two overlapping POLCA loops with POLCA cards
POLCA started as a card based system made out of paper cards. The first implementation of POLCA in Europe was done by the Dutch company Bosch Scharnieren. Figure 2 and 3 show the POLCA cards attached to an order, and the POLCA board that collects the POLCA card.
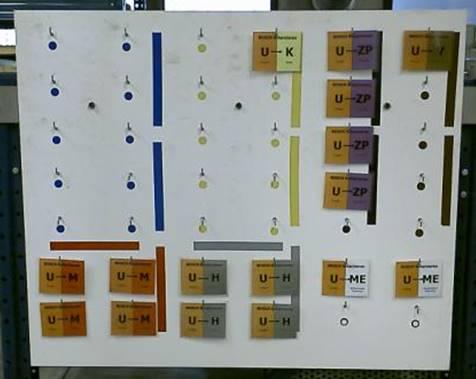
Figure 2: POLCA Board at Bosch Scharnieren
Figure 3: POLCA cards attached to an order
The visual nature of the POLCA board makes it easy to spot downstream bottlenecks (no cards available on the POLCA board). When no cards are available, operators should work on orders going to other stations. If no cards at all are available, then there are several options. The first option should be to send the operators to the stations that are the bottleneck. By helping their colleagues, bottlenecks can be resolved and a smooth flow can be restored. A sufficient level of crosstraining is needed to accommodate this tactic. Other options are to use the time for training, maintenance work, improvement work, administrative work, team meetings, stock counting,…
Starting up new orders without cards is not an option as this would quickly deteriorate the situation and lead again to the old problems. POLCA should not be seen as a system that limits people, but as a system that ensures that people work on the right orders that are really needed or else let them do relevant things, such as improvement work. Working on orders that are not really needed will not improve the productivity, but only lead to more waste on the shop floor.
Advantages
POLCA is just one example of a card-based production control system. The classic kanban system works with product-specific cards, which means that the number of cards (and thus the work in process) throughout the production process increases dramatically when you have a large product variety. This stock explosion is prevented by the POLCA method. With POLCA, the number of card types is determined by the number of loops. This makes it possible to introduce a pull system in complex environments with a large product variety.
A POLCA system limits the Work In Process (WIP) on the shop floor by limiting the cards. Limiting the WIP helps to reduce the chaos on the shop floor. Less WIP means less stock on the shop floor, less searching for materials, more space,… Less WIP on the shop floor also reduces the lead time on the shop floor which allows you to start later and still deliver on time. This increases your flexibility to react to late product changes and gives your suppliers more time to deliver their components on time. Reducing your shop floor lead times further becomes an easy task with POLCA as you just have to remove some POLCA cards!
Companies who have implemented POLCA have further reported a better delivery performance (people are working on the right things), better use of production capacity and lower indirect costs as the planning and steering becomes easier.
Digital POLCA
Nowadays, several digital POLCA systems exist that remove the need of physical cards. As a result, cards don’t need to be returned and can’t be lost. Commercial digital POLCA systems are currently sold by: PROPOS Software (a spin-out of Bosch Scharnieren), axxelia with their Timeaxx system), 3rdWave and Scalefactory. Hereafter you can find two examples of digital POLCA systems.

Figure 4: Example of a digital POLCA screen. On the right side you can see 2 detail images of the screen. Top right: the available POLCA cards, bottom right: 2 orders are blocked by the POLCA system, indicated by the red traffic light
(Source: PROPOS Software).
Figure 5: Example of the Timeaxx digital POLCA screen. Availability of cards is displayed by a percentage on the right side of the screen.
(Source: axxelia)
Success factors
Several factors determine the success of a POLCA implementation:
1. Clarity of the rules and follow-up
POLCA requires discipline and rigour:
- The rules must be correctly communicated and made visible.
- Operators must be properly trained.
- The operators must be involved in the implementation
- The supervision must be quite demanding in terms of compliance with the rules. If this is not the case, POLCA cards are lost, are not returned to the upstream resource in time or are returned too early. As a result, the POLCA system will break down.
2. Link with planning
POLCA will not work if the planning is not done well. The POLCA method, regardless of the rigour with which it is applied, cannot work if the capacity is not adjusted to the demand. This must be anticipated at the planning level.
As a reminder, the POLCA system facilitates the flow of materials and makes it possible to make better use of the available capacity. However, if the available capacity is below the required level, the possibilities for smoother flows will remain limited and the POLCA system will not solve this problem. It is therefore necessary to assess the feasibility of the production plan by evaluating the degree of utilization of the different cell resources and the processing times for the different products in the different cells.
3. Coherence of objectives and performance indicators
This is undoubtedly the most difficult aspect: the underlying pull principle radically changes the way in which production performance is viewed. The goal is no longer to keep the machines busy but to create a smooth flow that minimizes the waiting time of the orders. If teams are solely judged on the basis of the utilization rates of their resources, then it will be difficult to respect the POLCA rules.
]]>


