There are several very different ways or technologies to produce parts with additive manufacturing. The ASTM ranges them in seven categories. Because they work differently, specific rules have to be followed if you intend to design a part with one of them. In this second blog, we discuss the different principles.
The seven categories according to the ASTM:
1. Vat photo-polymerisation (SLA)
The raw material in this case is a liquid, a resin, which is a photosensitive polymer. It means that if a UV light from a lamp or a laser touches the liquid, it solidifies locally.
The machine roughly looks like a deep fryer. The process starts with a perforated plate positioned just below (about 0,02 mm) the liquid surface and a UV laser traces the cores of the parts and contours of the first layer on the plate. This way, the liquid locally polymerises/solidifies around the plate holes and the first layer is anchored to the plate. Then the plate is lowered deeper into the liquid with the same distance (about 0,02 mm), to allow the resin to make a film above the previous layer. The UV laser then polymerises the second layer and the process is repeated until the parts are entirely made. At the end, the plate is at the bottom of the resin tank and the parts are between the liquid surface and the plate. The technician can pull out the plate with the parts on it, like one could do with the basket of a deep fryer, full of fried chips.
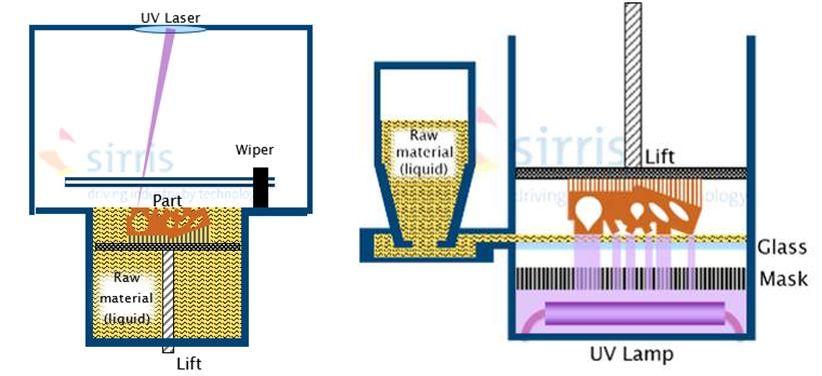
Vat Photopolymerization principle, with laser (left) and with with DLP (right)
There are some technological differences concerning this principle :
A single laser often takes a long time to process a whole layer. That is why a light projector, with a UV lamp, can also be used to process a complete surface in a single flash. Roughly, this is faster than laser, but the edges of the part could be slightly pixelized depending on the projector resolution, where the laser can make smooth curves.
A tank filled with resin as large as the parts you want to produce could be expensive to fill (some resins cost about 300 €/litre). That’s why some techniques rather deposit a small amount of resin on a transparent glass plate situated above the projector. It also uses a plate which moves upward, out of the liquid with the solid parts anchored to it, instead of going downward, into the resin tank.
The strength of this technique is its accuracy and the surface quality of the part in the “as-built” condition. They are no powder grains stuck on the surface, and this surface can even be transparent in the as-built state. The distortion is limited and the minimum feature achievable can be down to 0,1 mm, useful for jewellery.
But, depending on the applications, the aging of the material can be a problem. Under the influence of sun light such material can become a bit more brittle than expected after a while.
2. Material extrusion (fused deposition modelling - FDM)
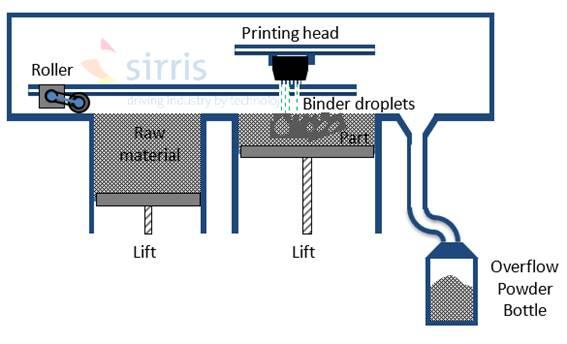
This technology works the same way as tooth paste is deposited on a tooth brush. The raw material usually is a polymer (PLA, ABS, PP, PS,…), generally in wire form, mechanically pushed through a heated nozzle. Doing so, the polymer slightly melts. At the outlet, the molten bead is pressed on the previous layer and the printing head is moved across the working area to deposit a track. By stacking tracks, the part is generated.
This technology is very suitable to make hollowed parts like tubes, hulls or shells. The main reason is the displacement speed of the nozzle, which is quite limited compared to a laser spot, which is able to reach a few meters per second. To achieve reasonable manufacturing speed, the Material Extrusion AM family deposits thicker layer (> 0,1 mm) than other AM polymer technologies, and try to minimise the part core filling, even if it means only doing few outer contours. So the goal is not to make a full, dense part, but a hull with a specific thickness to be strong enough. Proceeding like this, bulk and massive parts are done faster, if it is allowed by the loading case.
The advantage of using a wire instead of powder is the surface finish, which is quite smooth, even if the layer tracks are clearly visible and provide a huge roughness. Moreover, because there are no powder grains sticking to the surface, it is quite clean and won’t lose bits of material, which is suitable when cleanliness is required.
Unfortunately, the minimum features achievable with material extrusion are not tremendous. It is hard to find a minimum wall thickness below 1 mm. And the anisotropy of mechanical proprieties can be quite significant compared to other AM polymer technologies.
The material range available for material extrusion technologies is very wide. There are even composite wires. Some technologies can also directly use pellets from the injection moulding or metal injection moulding (MIM) process.

Left: material extrusion principle, right: material jetting principle
3. Material jetting
The goal is to deposit a photosensitive liquid material (a polymer) in the same way as a paper printer would do with classic ink. There is a printing head inside the machine which can pixelate the layer and choose which material is deposited in which pixel. Because it is a printhead with several nozzles, some of them can deposit a white and strong material, while others can dispense a black and ductile one. On new technologies, up to six materials can be used together, even transparent ones. This allows the user to decide the chemical composition, mechanical properties, colour, transparency, … of any voxel of the part.
The droplets deposited are very small, the support structure needed with this technology is therefore quite dense and narrow, in order to catch the resin droplets falling from the printhead. It looks like a “foam” more than a lattice/3D mesh structure. So the material waste with this technology is quite high based on the amount of supports required. Fortunately, this specific support material is easy to remove with a water jet, even if the material is quite expansive.
The material properties are the same as all epoxy/acrylate resins used in stereolithography/VAT photo-polymerisation. The aging of the material due to UV sensitivity remains as a problem, making the parts more brittle over time.
The accuracy of this process is very good in Z direction (layer thickness down to 14 µm), because of the levelling roller, and the contours in the XY plane are very slightly pixelized (about 600 dpi resolution) compared to a smooth contour of a laser.
There are very few phenomena affecting the part quality. As such it is a very simple technology to use, no engineering-grade skills are required, almost everything is automated (even support generation) and machine crashes are rare.
4. Binder jetting
In binder jetting, the objective is to glue the powder grains together at each layer, and between two consecutive layers. The binder/glue is deposited as small droplets out of a printhead, able to move all across the working surface.
Sometimes, colours can be added, in parallel to the glue, on the part contours. This is applied on white powder like plaster/gypsum. Even if the part is brittle in “as-built” state (about 40% of porosity, depending on powder size and distribution), it can be sufficient for some aesthetic demonstrators which won’t be manipulated. Parts can be enforced by applying a solidifying coating over it, like a resin or a varnish.
Some metal parts are also made in such a way. To get rid of the weak aspect of binding, two ways are proposed :
The first is to sinter the part in an oven after manufacturing. The sintering is a thermal process which provide enough energy to powder grains to slightly fill the gap between them. Of course, because no material is added during sintering, there is a significant shrinkage (above 20% volume reduction) which occurs. When the part is quite small, this process can be mastered and compensated, so the final geometry can be very close to the original CAD model. On bigger parts, the displacement due to the shrinkage is so huge that distortion occurs and the part is quickly out of tolerances. The advantage is the “single material” aspect and the good accuracy and surface quality, but almost exclusively on small parts (< 50 mm).
The second route is to infiltrate the porous “as built” material. To do so, an appropriated infiltrant is selected. That means a material with a lower melting point than the additively manufactured one, and a good wettability between both at a high temperature. An example of this good combination is a part made in SS 316L, infiltrated by bronze. Thanks to these characteristics, at high temperature in an oven, the infiltrant melts but not the part. Because the latter is porous, and because of good wettability, the infiltrant can penetrate the part by capillarity effect, and fill all the gaps between powder grains to finally achieve good mechanical properties. By doing so, the shrinkage is much more reduced and bigger parts can be manufactured. Because the thermal input occurs in an oven, the heating and cooling are slow, minimising internal stresses. This route allows much bigger parts (up to 800 mm), that are much more massive or bulky. The weakness is the “composite” aspect (not a single material) and the roughness similar to sand casting.
Principle binder jetting principle
5. Powder bed fusion
Here, the goal is to selectively melt a layer of powder with a thin energy beam (laser or electron beam). When the energy spot moves across the powder, a welded track is generated in its wake. By doing so, all the part areas can be covered. Once a layer is finished, the working plate moves downward of a distance equal to the layer thickness (30 - 90 µm) and a new layer of powder is spread with a wiper. The average time required to process a layer is between 30 seconds and up to 2 minutes (depending on the proportion of area to melt) on standards machines. The process is repeated until the complete manufacturing of the parts.
Because of the principle of laser beam machining (LBM), in which the metal powder melts with a laser, the cooling of the melt pool is very high (a kind of local quenching), which generates a lot of thermal stresses in metals. If nothing is done, the part will be distorted due to those stresses. To prevent twisting of the parts, they have to be anchored/rooted in a rigid plate which is rigid/thick enough to not bend. The connection between the part and the plate is the “support structure”, made by the machine during the process, at the same time as the part itself. The goal is to generate a sacrificial structure (which will be in the same material as the parts), strong enough to prevent distortion, but easy to remove mechanically after the stress relief heat treatment. This thermal treatment is done after manufacturing. The plate with all the parts still anchored on it is placed in a classic oven for a stress relief cycle.
Out of this step, if well mastered, no internal stress remains and the part can be detached with “no” distortion. At this step, the support structure has to be remove mechanically, which costs time and money if there are too much of those supports.
This technology can propose the finest details of AM metal parts, with minimum wall thickness around 0,2 mm. A wide range of materials is available and the expected mechanical properties are roughly located between those of casting and forging, depending on surface finish and part density.
The drawback is the support structure: the more massive the part, the more supports needed to prevent distortion.
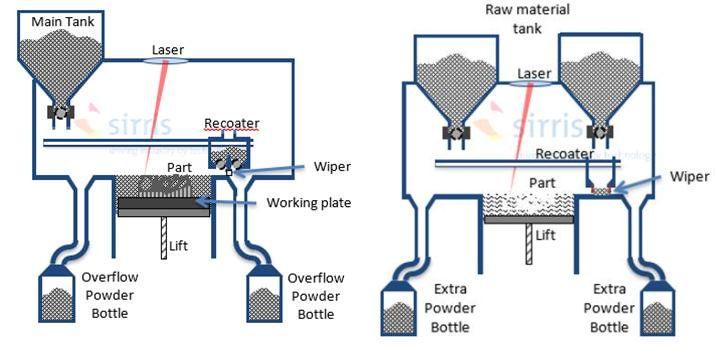
Powder Bed fusion (laser metal) principle (left), selective laser sintering principle (right)
When the heat source is an electron beam, as the case is with electron beam melting (EBM), there are some noticeable differences. First of all, electron beam means vacuum conditions. So the machine structure is much stronger than laser technics, which are usually under argon atmosphere. Vacuum is also a very good thermal insulator. This allows the machine to reach 700 - 1000 °C inside the build chamber. Due to that, there is almost “no” cooling during the manufacturing, so “no” thermal stress. So this process requires much less supports than the laser technique, which usually works at 200 °C. Their main role in the process is to drive the heat away, not to prevent distortions. So bulkier parts can be achieved, but the material range is more limited (titanium, Co-Cr alloys and nickel alloys).
The drawbacks of electron beam are the sintering of the surrounding powder (due to preheating at high temperature) and lesser surface quality (Ra 20–35 µm) than laser technologies. Sintered powder is much harder to remove from internal cavities than unaffected powder, which flows easily out of the part by simply tilting it.
With selective laser sintering (SLS) a powder bed is applied on polymer materials such as PA, TPU, PP, PS,…, in which the need for supports disappears due to the fact that inside the chamber the temperature is roughly 95% of the melting point. So there is no cooling, no thermal stress and the sintered powder surrounding the parts is enough to be the support. The direct advantage is the fact that parts can be stacked in the build volume, increasing the productivity. Moreover, there is no support stuck to the parts to be removed. But removing the sintered powder cake surrounding the part can be tedious to deal with, especially in narrow cavities. There is also an accelerated ageing of the raw material due to the high temperature inside the machine during the process.
One of the goal of the designer trying “powder bed fusion” applied to metal powders is to get rid of the supports by designing a part “without downward facing horizontal surfaces”. In another words, a “self-supporting” design, with “no” horizontal sections.
6. Direct energy deposition
This is the perfect opposite of a milling machine. While the drill removes material from a bloc, this multi-axes nozzle, mounted on a robot or CNC machine, welds consecutive tracks together to make a part from scratch, but also to repair or coat an already existing one. The raw material can be a powder or a wire made from metallic or ceramic material. Roughly, this is fused deposition modelling for high melting temperature materials.
This technology can work on non-flat surface, because there is no recoater/wiper. So thick coatings (from 0,1 mm to few mm) or 3D features can be applied/added on complex parts. Moreover, using a powder flow blown through a nozzle instead of a wiper spreading a powder tank content has the advantage of changing the material composition. Some valves can tune the different mass flows coming from different tanks in order to mix them gradually during the manufacturing. This provides the capacity to weld together alloys with very different CTE, such as a metal and a ceramic. This is done by a smooth transition between both, over a given amount of layers, diluting the intensity of the resulting stresses.
This technology has the same limitation as classic milling machines in terms of tool accessibility. Generally, the distance between the nozzle and the part is less than 15 mm. So filling a deep groove or the inside of internal cavities can be hard.
Another point is the evolution of the thermal history during manufacturing. As the part becomes hotter, the properties in the bottom will be different compared to the top. Depending on applications, this can be significant or not.
Process stability can be quite hard to reach, especially for a high part, constituted of a large amount of layers. It is probably the reason why this technology has already implemented a close loop control in commercial offers based on sensor measurements.

Direct energy deposition principle
7. Sheet Lamination
This is a less common technology in AM. The goal is to cut sheets of material (polymer, metal, paper,…) with the desired shape (sections of the part to make), then stack and bind them together. So it is a mix of subtractive and additive manufacturing.
This is a cheap and clean technology (no powder or chemical vapour in the air), but not very popular compared to others.
Summary
To choose the good AM technology, priorities have to be set for the different part requirements. It is very hard to meet all criteria, so the best compromise has to be chosen. Moreover, nothing is easy in this selection step. It is always best to discuss the different available solutions with a professional.
But if a (very rough) selection guide has to be proposed to choose among the previously described technologies, it could look like the following one, based on the most important requirement selection:
- Best surface finish “as built”: resin-based technics are the top. Then choose among laser-based ones (metal or polymers).
- Making a very massive/bulky part: avoid thermal processes with a fast and strong cooling.
- Making a very detailed part: laser-based technics (resin first, then powder) are the best for such criteria.
- A minimum of post processing: avoid technologies which require supports, except those which are in another material than the part itself, they can be easier to remove.
- Making a part with huge dimensions: direct energy deposition or binder jetting with infiltration can be considered. Splitting the part in sub-parts that need to be re-assembled is also an option.
- Making an aesthetic part (with no special mechanical purpose): material jetting offers a lot of capacities in that field.
- Make an effective part: if polymer is good enough, it is usually cheaper. So SLS and FDM can be considered. Resin-based technics are a second choice (more brittle). For metal, everything is good, but more expensive.
- Making a light part, full of internal cavities: avoid technics with a strong cake surrounding the parts after manufacturing, it can be hard to remove in narrow places. A design adaptation to avoid supports is the key.
- Making 100.000 parts larger than 300 mm per year: AM is not a good choice.
- Making a too simple part, such as a bulky cube: AM is not a good choice.
Sirris offers you support in design for AM. Together with you we check the technical and/or economical feasibility of your idea. Curious to know if your products are suitable for (re)design for AM? Contact us or attend one of our future masterclasses!
This blog was written in the framework of the Cornet project AM 4 Industry.
]]>


