As the Belgian leading provider of small space systems with 30 years of experience, QinetiQ Space is a key partner in space and low orbit exploration and development, building, launching and operating complex space infrastructures to ensure future advantage for its customers.
In 2020 the company finished the CABAM project, together with Sirris and Raytech, on behalf of ESA. In this project the possibilities of additive manufacturing and laser welding for the production of capture arms on satellites were investigated.
By using topological optimization software, several design iterations have been generated and structurally verified to ensure that the final design fulfils the mass and stiffness requirements. In parallel with the design objectives, sample tests have been printed to characterise the AM homogeneity and to determine the optimal settings to align and assemble the parts by laser welding. Based on those results, final prototype parts have been manufactured. The results of this project can be translated towards the full capture mechanism and into similar applications for space or earth.
Capture arm design
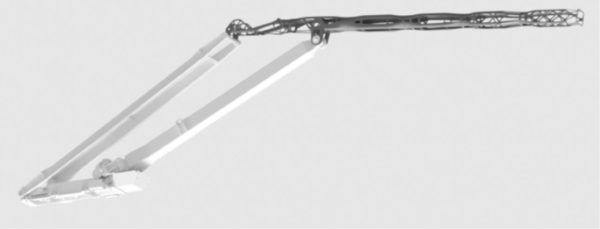
Mass, stiffness and thermo-elastic stability requirements are very challenging, but typical for light-weight elongated capturing arms, which are often made of CFRP (carbon-fibre-reinforced polymers) and titanium couplings. During this project, an alternative arm design has been investigated, making use of additive manufacturing to avoid heavy titanium interface parts. The most stringent requirements were related to mass and stiffness. The 1,100 mm arm has been optimized for manufacturing with AM titanium grade 5, with a maximum weight of 0.5 kg. The deflection under a load of 10 Nm must be within 1 mm for all directions.

Original capture arm design
Due to its size, printing the complete arm in one go is not possible with the most common laser beam melting AM machines. By splitting the complete arm into 6 parts and using circular interfaces to ease laser welding, a printable design concept was achieved. Topology optimization software has been used to generate the design and specific LBM design rules have been taken into account to ease part manufacturing.
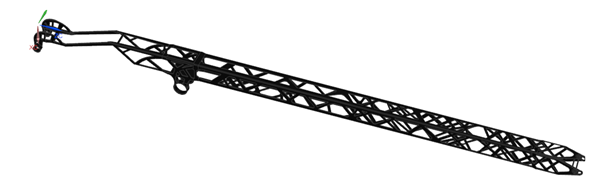
The final design iteration is relatively open at both edges and rather dense towards the central interface point. With a mass of 0.613 kg, the envisaged optimisation target is not fully achieved, though some additional mass reduction can be achieved using the stiffness margin. However, by constraining the design with the circular connections, achieving the mass target of 0.5 kg will be very challenging.
Final design
To further optimise the mass, the design constraint on the circular welding interfaces has to be reconsidered, as the mass in these areas is not contributing to overall stiffness. A first design exploration has been made as shown in the figure of the final designbelow. This design has a mass of 0.44 kg and fulfils the stiffness requirements. Integration of temporary welding and aligning features and further optimisation of this design is proposed for a next phase.
Achieved objectives
At the beginning of the project, three goals were defined:
- To design a section of the capture arm in AM and structurally verify this to show the benefits of AM compared to the original benchmark.
- To define the parameters that allow laser welding of AM titanium parts resulting in structural results that are comparable to plain titanium welded parts.
- To manufacture the elongated capture arm segment with welded AM parts to evaluate overall weight and stiffness.
Two out of the three goals have been achieved. AM parts can be welded together with a homogeneous microstructure and equal strength. The repeatability of the welding process, however, is not yet fully under control and is assumed to be highly dependent on environmental conditions.
On the other hand, the design and analysis show that an improvement of the capture arm is feasible by using additive manufacturing. The design constraints for the welding interfaces should not be part of the final design as they contain mass which does not contribute to the stiffness optimisation. Further elaboration and optimization of the design is possible. A two-step approach with temporary interfaces to be removed after welding has been proposed for a follow-up phase.
The objectives of the project were very ambitious to achieve within the given timeframe and the required iterative steps to reach good results took more time than initially estimated. However, the outcome of the CABAM project is considered positive. New ideas were raised to combine all lessons learned into one overall design approach. Hybrid technologies are considered for further investigation to tackle the open issues encountered.


