
L’avenir de la production réside dans l’utilisation de données (en temps réel) pour conduire et ajuster les procédés de production - ce qu’on appelle « usinage adaptatif » dans le monde de l’usinage. Cette approche est en passe de devenir réalité grâce à la disponibilité accrue de capteurs. Son déploiement exige cependant le développement et la disponibilité d’un modèle structuré et standardisé pour traduire les données numériques en action physique. De tels modèles sont la clé d’une numérisation réussie. Dans une série d’articles de blog, nous mettons un coup de projecteur sur différents modèles de base. Ce troisième article aborde un modèle de calcul de la force de coupe spécifique : la formule de Kienzle.
Tout le monde voit l’Industrie 4.0 - c.-à-d. l’utilisation à grande échelle de données (en temps réel) pour conduire et ajuster les procédés de production - comme l’avenir de la production. Dans le monde de l’usinage, on parle depuis quelques années de l’usinage adaptatif, qui semble aujourd’hui à portée de main du fait de la disponibilité accrue des capteurs. L’usinage adaptatif requiert cependant le développement et la disponibilité d’un modèle standardisé et structuré pour traduire les données numériques en action physique. De tels modèles d’usinage sont disponibles et s’enrichissent continuellement de nouvelles connaissances scientifiques, mais restent cependant en partie inutilisés dans l’industrie. Comme ils sont la clé d’une numérisation réussie, nous remettons un coup de projecteur sur différents modèles de base dans cette série d’articles. Nous abordons ici la formule de Kienzle, un modèle de calcul de la force de coupe.
Formule de Kienzle
La formule de Kienzle permet de calculer ou d’estimer les forces de coupe qui surviennent durant le procédé d’usinage. Dans sa forme la plus simple, la formule est la suivante :
où ks11 est la force de coupe spécifique, b la hauteur de coupe (ou profondeur de coupe), h la largeur de coupe (ou progression) et z une constante spécifique au matériau. La constante z est calculée lors des tests de détermination de la force de coupe spécifique pour un matériau donné.
Progression et profondeur de coupe
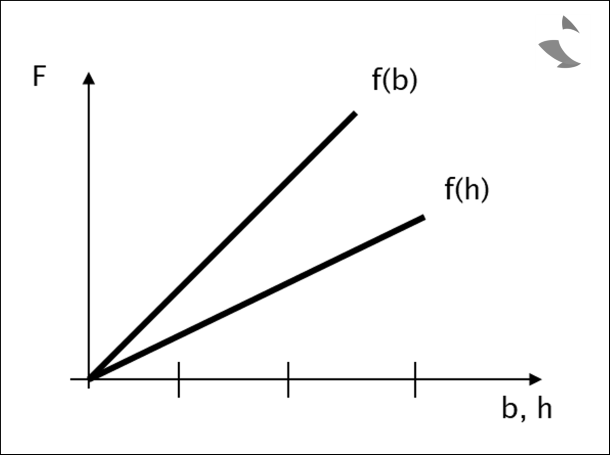
Quand on examine la formule, on voit que la force de coupe augmente plus vite avec l’augmentation de la profondeur de coupe qu’avec une même augmentation de la progression. Mais comme ces deux paramètres ont une influence égale dans le calcul du débit de coupe Q (mm³/min), il est préférable, pour une utilisation optimale des machines, de commencer par réduire la profondeur de coupe ou augmenter la progression.
Vitesse de coupe
La vitesse de coupe n’apparaît pas dans la formule de calcul de la force de coupe car elle n’a pas d’impact sur cette force dans les limites de la zone de travail spécifique à un matériau. Mais dès qu’on s’écarte de la zone de travail, avec une vitesse soit trop lente soit trop rapide, d’autres effets interviennent, comme par ex. l’accumulation de fragments sur l’arête de coupe et l’effritement de celle-ci, et ces effets ont, eux, un impact sur la force de coupe.

Platforme en ligne
La plateforme en ligne modelgebaseerdbewerken.be permet de consulter et utiliser différents modèles d’optimisation de vos procédés d’usinage. L’accès à la plateforme est gratuit, mais l’inscription est obligatoire.
La plateforme donne également les explications nécessaires pour utiliser les modèles, mais gardez quand même un œil sur l'agenda de Sirris, car nous allons organiser des sessions d’information à la fois physiques et en ligne.
En savoir plus ? N’hésitez pas à nous contacter !
La plateforme en ligne a été développée dans le cadre du projet COOCK intitulé « Usinage modélisé », récemment lancé avec le soutien de la VLAIO.



