ASCO Industries is world leader in the design and manufacturing of high lift devices, complex mechanical assemblies and major functional components for the aerospace industry. To safeguard the competitive position in the high-lift devices for all major aircraft families (Airbus, Boeing, Bombardier, Embraer), ASCO is continuously challenging its product design and manufacturing towards a lower cost and weight while maintaining or improving quality and performance.
The ALMA project was an important first step for ASCO to study and learn how the additive manufacturing (AM) mindset can make the difference for the design and manufacturing of structural aerospace products. The ultimate goal of this project is to reach TRL6 maturity level for class 2 metal structural Aerospace components manufactured via AM Powder Bed Fusion (PBF) technology. A consortium was set up, involving various major stakeholders in the industry such as Materialise, BMT Aerospace, Siemens and research partners such as Sirris, KU Leuven (Faculty of Mechanical Engineering), Ghent University and CRM Group.
'Redesign for AM'
Together with Asco, Sirris took the lead to re-design the class 2 Aerospace component. The goal was to bring the aerospace component from a conventional geometry, based on complete machining operation of plates or forgings, to an optimized geometry suitable for 3D printing.
Three different design tracks were explored in parallel; titanium processed with Electron Beam Melting (EBM), titanium processed with Laser Beam Melting (LBM), and PH high strength stainless steel processed with LBM. For each of the research tracks, a specific design was created which takes into account the specificities of the materials, production processes, design for inspection and design for post-processing.
This cooperation is an extension of the work performed in previous projects.
Framework for an integrated DfAM methodology
Based on an investigation of the state-of-the-art about design methodologies and guidelines, a framework for an integrated DfAM methodology, covering the whole production chain was developed by Sirris. This framework integrates lightweight design, AM process and post-process decision trees with a concept for formulating guidelines in an intuitive way.
The framework and guidelines offer designers, in a simple and intuitive way, a comprehensive design support and overview of limitations and possibilities. These results also enable CAD/CAE software developers to embed the results in their future computer-based recommender systems.
To support this, state-of-the-art generative design and software tools were benchmarked with the use case to identify their possibilities and drawbacks to support DfAM of functional metal AM parts.
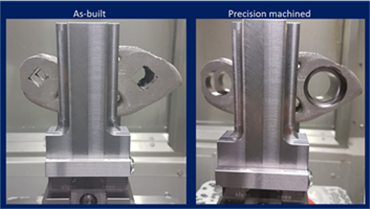
Investigation of post-processing operations
After printing the functional features need to be machined in order to achieve the dimensional requirements needed. Given the freeform nature of the new design the main challenge hereby is to position and orient the part within the machining area guaranteeing end quality. An approach combining CMM measurement data, zero point clamping fixtures and automated machining axis compensation was developed.
Sirris was the main partner in the finishing of the components built as part of the project. The main challenge was generating precision surfaces and interfaces to ensure the intended lightweight and complex structure. Two major issues arose: on the one hand, the clamping and vibration of the workpieces; on the other hand, the alignment of the part in the processing tools due to the lack of benchmark surface features. Sirris developed a special part to simulate the complexities in the additive manufacturing process. This piece was used to evaluate various clamping strategies and research methods. A clamping feature was designed and tested with printed plastic pieces representing the negatives of the actual part to be printed. This concept demonstrated the efficiency of the clamping method, mainly based on its contribution to the distribution of clamping force over a larger area and the potential adjustment to the shape of the piece.
The clamping method also provided optimal access to the piece, thereby avoiding multiple set-ups during the processing of the piece. This new matrix clamping arrangement will be evaluated in a later phase. Regarding the alignment, various reference surface features on the piece were designed and tested to evaluate effectiveness during processing. The main aim was to minimise support in the areas under investigation, to eliminate positioning errors. The workpiece and clamping arrangement were used to research the benchmark surface features. A zero-point system, adapted to research on a Coordinate-Measuring Machine (CMM), was converted for the processing tool to include the number of axis rotations, to match the NC-CAM programme with the actual processing coordinates. This new method of converting the research corrections from the laser scanning method will be provided in a subsequent phase.


