En tant que premier fournisseur belge de petits systèmes spatiaux et forte de ses 30 ans d’expérience, l’entreprise QinetiQ Space est un partenaire clé dans l’exploration spatiale et de l’orbite terrestre basse ainsi que dans le développement, la construction, le lancement et l’exploitation d’infrastructures spatiales complexes visant à conférer un avantage futur à ses clients.
En 2020, l'entreprise a terminé le projet CABAM, mené en collaboration avec Sirris et Raytech pour le compte de l'ESA. Dans le cadre de ce projet, les possibilités de la fabrication additive et du soudage laser pour la fabrication de bras de préhension pour satellites ont été étudiées.
À l’aide d’un logiciel d’optimisation topologique, plusieurs itérations de conception ont été générées et vérifiées de manière structurelle afin de s’assurer que la conception finale réponde aux exigences en termes de masse et de rigidité. En parallèle, des échantillons ont été imprimés afin de caractériser l'homogénéité obtenue par FA et de déterminer les paramètres optimaux pour l’alignement et l’assemblage des pièces par soudage laser. Sur la base de ces résultats, des prototypes finaux ont été fabriqués. Les résultats de ce projet peuvent être transposés au mécanisme de préhension complet ainsi qu’à des applications similaires pour l'espace ou sur la Terre.
Conception du bras de préhension
Les exigences en termes de masse, de rigidité et de stabilité thermo-élastique représentaient un véritable défi, mais sont typiques des bras de préhension allongés et légers, qui sont souvent fabriqués en CFRP (polymères renforcés de fibres de carbone) et en alliages de titane. Durant ce projet, une conception de bras alternative a été étudiée, recourant à la fabrication additive pour éviter les lourdes pièces d'interface en titane. Les exigences les plus strictes étaient les exigences de masse et de rigidité. Le bras de 1100 mm a été optimisé pour pouvoir recourir à la FA en titane de grade 5, en vue d’atteindre un poids maximum de 0,5 kg. La déflexion sous une charge de 10 Nm devait être inférieure à 1 mm dans toutes les directions.

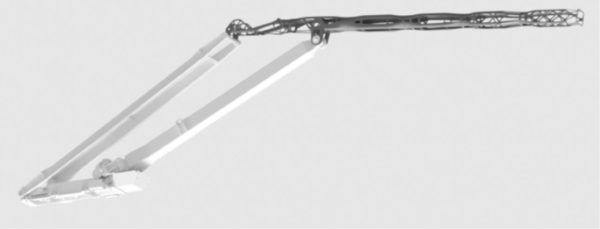
Conception originale du bras de préhension
En raison de sa taille, il n’était pas possible d’imprimer le bras complet en une seule fois avec les machines FA de fusion par faisceau laser les plus courantes. En scindant le bras complet en 6 parties et en utilisant des interfaces circulaires pour faciliter la soudure laser, un concept de conception imprimable a pu être élaboré. Un logiciel d’optimisation topologique a été utilisé pour générer la conception et des règles de conception LBM spécifiques ont été prises en compte pour faciliter la fabrication des pièces.
L’itération de conception finale est relativement ouverte aux deux extrémités et plutôt dense vers le point d’interface central. Avec une masse de 0,613 kg, l'objectif d'optimisation visé n'a pas été totalement atteint, bien qu’une diminution supplémentaire de la masse puisse être obtenue en utilisant la marge de rigidité. Cependant, la conception étant limitée par les connexions circulaires, il sera très difficile d'atteindre l'objectif de masse de 0,5 kg.
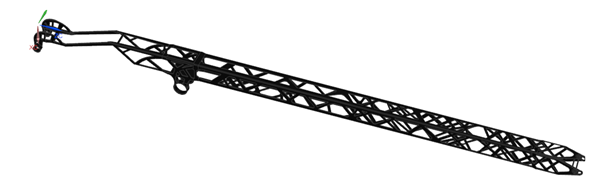
Conception finale
Pour optimiser davantage la masse, la contrainte de conception liée aux interfaces de soudage circulaires doit être reconsidérée, car la masse dans ces zones ne contribue pas à la rigidité globale. Une première exploration de la conception a été effectuée, comme le montre l’image illustrant la conception finale. Cette conception affiche une masse de 0,44 kg et répond aux exigences de rigidité. L'intégration de caractéristiques de soudage et d'alignement temporaires et l’optimisation de cette conception sont envisagées pour une phase ultérieure.
Objectifs atteints
Au début du projet, trois objectifs avaient été définis :
- Concevoir une partie du bras de préhension pour la FA et procéder à une vérification structurelle afin de démontrer les avantages de la FA par rapport au benchmark original.
- Définir les paramètres permettant d’obtenir des résultats structurels comparables en cas de soudage au laser de pièces en titane obtenues par FA et en cas de pièces en titane soudées classiques.
- Fabriquer le segment allongé du bras de préhension au moyen de pièces obtenues par FA soudées, afin d’évaluer le poids et la rigidité de l’ensemble.
Deux des trois objectifs ont été atteints. Les pièces obtenues par FA peuvent être soudées avec une microstructure homogène et une résistance égale. Cependant, la répétabilité du processus de soudage n'est pas encore totalement maîtrisée. L’on suppose que cette répétabilité dépend fortement des conditions environnementales.
D'autre part, la conception et l'analyse montrent qu'une amélioration du bras de préhension est possible en recourant à la fabrication additive. Les contraintes de conception liées aux interfaces de soudage ne devraient pas faire partie de la conception finale car la masse dans ces zones ne contribue pas à l'optimisation de la rigidité. La conception peut encore être optimisée. Une approche en deux temps avec des interfaces temporaires à retirer après soudage a été proposée dans le cadre d’une phase ultérieure.
Les objectifs particulièrement ambitieux du projet étaient très difficiles à atteindre dans les délais impartis et les étapes itératives nécessaires pour obtenir de bons résultats ont pris plus de temps que prévu. Néanmoins, les résultats du projet CABAM sont jugés positifs. De nouvelles idées ont été suggérées pour combiner tous les enseignements tirés en une seule approche globale de la conception. Il est envisagé d’examiner de manière plus approfondie la possibilité d’utiliser des technologies hybrides afin de résoudre les problèmes rencontrés.

