En matière de fabrication additive, il est possible d’utiliser des modes de fabrication ou des techniques très différents pour produire les pièces souhaitées. L’organisme de normalisation ASTM distingue sept modes de production différents. Étant donné que ces techniques fonctionnent différemment, vous devrez respecter les règles spécifiques correspondant à la technique que vous utilisez. Dans ce second blog, nous discutons des différents principes concernés.
Les sept catégories selon l’organisme de normalisation ASTM sont les suivantes :
1. Photopolymérisation en cuve (SLA)
La matière première, dans ce scénario, est un liquide, une résine, autrement dit, un polymère photosensible. Il s’en suit que lorsque la lumière UV d’une lampe ou d’un laser touche le liquide, ce dernier se solidifie localement.
La machine ressemble plus ou moins à une friteuse. On commence par positionner une plaque perforée juste au-dessous de la surface du liquide (à environ 0,02 mm de sa surface), après quoi un laser UV dessine le tracé des noyaux et des contours de la pièce sur la première couche appliquée sur la plaque. De cette manière, le liquide se polymérise/se solidifie localement autour des trous de la plaque : la première couche est ainsi ancrée sur la plaque. La plaque est ensuite abaissée dans le liquide d’une profondeur égale à celle de la première immersion (environ 0,02 mm) afin de permettre à la résine de déposer un film sur la couche précédente. Le laser UV va, à présent, polymériser la seconde couche et le processus sera répété jusqu’à ce que la fabrication des pièces soit terminée. En fin de processus, la plaque se trouve au fond du réservoir de résine, les pièces obtenues se trouvant entre la surface du liquide et la plaque. Le technicien peut retirer la plaque avec les pièces qu'elle supporte, comme on le ferait du panier rempli de frites immergé dans une friteuse.
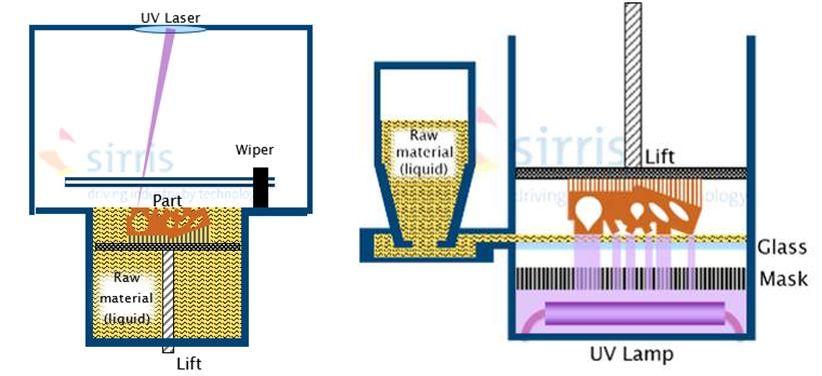
Principe dit de photopolymérisation, avec laser (à gauche) et traitement numérique de la lumière (Digital Light Processing)
Il existe quelques différences technologiques se rapportant à ce principe :
L’application d’une couche complète au moyen d’un seul laser prend beaucoup de temps. Pour cette raison, il est également possible d’utiliser un projecteur de lumière équipé d’une lampe UV, ceci afin d’achever, en un seul flash, la réalisation d’une surface complète. Sans s’arrêter sur les détails, disons que ce procédé est plus rapide que le laser. Cependant, en fonction de la résolution du projecteur, les bords de la pièce peuvent être légèrement pixélisés, alors qu'avec le laser, il est possible d’obtenir des courbes régulières.
Remplir un réservoir de résine aussi grand que les pièces que vous souhaitez produire pourrait s'avérer onéreux (certaines résines se vendent à quelque 300€/litre). Pour cette raison, certaines techniques préfèrent déposer une petite quantité de résine sur une plaque de verre transparent situé au-dessus du projecteur. Dans cette manière de procéder, on utilise également une plaque se déplaçant vers le haut – et non pas vers le bas, en immersion dans le réservoir de résine – hors du liquide, les pièces solides étant ancrées sur la plaque en question.
L’avantage de cette technique tient à sa précision et à la qualité de surface obtenue pour la pièce en l’état "as-built". Pas de grains de poudre, donc, collés sur la surface, cette surface pouvant même être transparente dans son état "as-built". La distorsion est limitée et la taille minimale réalisable peut se situer au-dessous de 0,1 mm, ce qui peut être très utile dans la production de bijoux.
Cependant, selon les applications, le vieillissement du matériau peut s’avérer problématique. L’impact de la lumière solaire sur un matériau de ce type peut faire que ce dernier soit, avec le temps, plus fragile qu’attendu.
2. Extrusion de matériau (dépôt de filament fondu - Procédé FDM)
Cette technologie fonctionne de la même manière que lorsqu’on dépose du dentifrice sur une brosse à dents. La matière première est, en général, un polymère (PLA, ABS, PP, PS,…), le plus souvent sous forme de filament, pressé mécaniquement dans une buse chauffée. Par quoi, le polymère fond légèrement. À la sortie, la perle fondue est pressée sur la couche précédente, tandis que la tête d’impression, se déplaçant sur la zone de travail, dépose un tracé. La pièce est générée par superposition des tracés.
Cette technologie convient parfaitement à la production de pièces creuses comme les tubes, les enveloppes ou les coques. La raison principale tient à la vitesse de déplacement de la buse, laquelle est plutôt limitée en comparaison avec celle d’un laser à points, lequel est capable d’atteindre plusieurs mètres par seconde. Afin d’atteindre une vitesse de fabrication raisonnable, les machines de la famille de fabrication additive par extrusion du matériau déposent une couche plus épaisse (>0,1 mm) que celle déposée par les technologies de fabrication additive à polymère et tentent de minimiser le remplissage du noyau de la pièce, même si cela signifie ne tracer que quelques contours extérieurs. Dans ce cas, le but n'est pas de fabriquer une pièce pleine et dense, mais plutôt de générer une enveloppe d’une épaisseur garantissant une robustesse suffisante. En procédant de la sorte, il devient possible de produire plus rapidement des pièces massives et plus volumineuses, si l’enceinte de chargement le permet.
L'avantage lié à l’utilisation de filaments par rapport à l’utilisation d'une poudre tient à l'aspect de la surface finie, laquelle est assez lisse, même si les tracés de couche sont clairement visibles et d’une extrême rugosité. De plus, étant donné qu’aucun grain de poudre ne reste collé à la surface, le résultat et assez propre, sans gaspillage de matériau, ce qui est idéal lorsqu’est requis un certain degré de propreté.
Malheureusement, la taille minimale réalisable par extrusion du matériau n’est pas extraordinaire. Il est difficile de trouver une épaisseur de paroi minimale inférieure à 1 mm. Par ailleurs, l’anisotropie des propriétés mécaniques est assez notable par rapport à d'autres technologies de fabrication additives en polymère.
La gamme de matériaux disponibles pour les technologies d’extrusion du matériau est très étendue. Il existe même des filaments composites. Certaines technologies peuvent également utiliser directement des granulés provenant du processus de moulage par injection ou, le cas échéant, du moulage de métal par injection (MIM).

À gauche : Principe dit d’extrusion du matériau ; à droite : principe dit de projection du matériau
3. Projection de matériau
Le but est de déposer un matériau liquide photosensible (un polymère) comme le fait une imprimante papier avec de l’encre classique. La machine est équipée d’une tête d’impression capable de pixéliser la couche et de choisir le matériau à déposer dans un pixel donné. Dans la mesure où il s’agit d’une tête d’impression à multiples buses, certaines de ces buses peuvent déposer un matériau blanc et robuste, tandis que d'autres déposeront un matériau noir et ductile. Les dernières technologies permettent d’utiliser jusqu’à six matériaux différents, dont des matériaux transparents. Cela permet à l’utilisateur de déterminer la composition chimique, les propriétés mécaniques, la couleur, la transparence... pour chaque voxel de la pièce à générer.
Les gouttelettes déposées étant très petites, pour que les gouttes de résine puissent être captées lorsque projetées par la tête d’impression, il faut que la structure du support nécessitée par cette technologie soit plutôt dense et serrée. Elle ressemble plus à une “mousse” qu’à une structure en treillis / une structure à maillage 3D. Il s’en suit qu’avec cette technologie, le gaspillage de matériau est assez important si l’on considère la quantité de supports requise. Heureusement, le matériau spécifique de ce support est facile à enlever au jet d’eau, même si le matériau est, par ailleurs, plutôt expansif.
Les propriétés du matériau sont les mêmes que celles des résines d'acrylate d’époxy utilisées dans la stéréolithographie / la photopolymérisation en cuve. Le vieillissement du matériau lié à la sensibilité aux rayons UV reste problématique, rendant les pièces plus fragiles avec le temps.
L’utilisation d’un rouleau de planage rend ce processus très précis dans l’axe Z (épaisseur de couche inférieure à 14 µm). Cependant, les contours, dans le plan XY, sont très légèrement pixélisés (résolution d’environ 600 dpi) comparés aux contours réguliers obtenus avec un laser.
Les phénomènes générés affectant la qualité de la pièce sont très peu nombreux. En soi, il s’agit là d’une technologie très peu complexe, ne nécessitant aucune compétence en matière d’ingénierie, dans laquelle presque tout est automatisé (même la génération du support) et où les plantages de machine sont peu fréquents.
4. Projection de liant
Dans la projection de liant, le but est de faire en sorte que les grains de poudre soient collés ensemble sur chaque couche et entre deux couches consécutives. Le liant / la colle est déposé(e) sous forme de gouttelettes projetées hors de la tête d’impression, cette dernière étant capable de se mouvoir sur l’ensemble de la surface de travail.
Il est parfois possible, parallèlement à la colle, d’ajouter des couleurs sur les contours de la pièce. La colle est appliquée sur de la poudre blanche (plâtre/gypse). Même si la pièce, dans son état "as-built", est fragile (environ 40% de porosité, en fonction de la taille et de la distribution de la poudre), cela peut s’avérer suffisant pour certains démonstrateurs esthétiques ne nécessitant pas de manipulations. Les pièces peuvent être renforcées par application d’un revêtement solidifiant (résine ou vernis).
C'est ainsi que l’on fabrique certaines pièces métalliques. En vue de se débarrasser de l’aspect fragile du liant, deux solutions sont possibles :
La première consiste à fritter la pièce dans un four, après la fabrication. Le frittage est un processus thermique générant suffisamment d’énergie pour que l’écart séparant les grains de poudre puisse être légèrement rempli. Dans la mesure où aucun matériau n'est ajouté pendant le frittage, un rétrécissement notable de la pièce est inévitable (réduction supérieure à 20% du volume). Lorsque la pièce est assez petite, ce processus peut être maîtrisé et compensé, de telle sorte que la géométrie finale puisse être très proche du modèle CAD d’origine. Dans le cas de pièces plus grosses, le déplacement dû au rétrécissement est tel que se produit une distorsion et que la pièce se retrouve rapidement hors tolérance. L'avantage de cette technologie tient à l’aspect "matériau unique", à la bonne précision et à la qualité de la surface, mais cela ne vaut pratiquement que pour des pièces de petite taille (< 50 mm).
Pour se débarrasser de l’aspect fragile du liant, la seconde solution consiste à infiltrer les matériaux poreux dans son état "as-built". Pour ce faire, on sélectionne un agent d’infiltration approprié. Autrement dit, un matériau dont le point de fusion est inférieur à celui du matériau produit par fabrication additive, pour autant qu’existe une bonne mouillabilité entre les deux matériaux à haute température. Un exemple de cette bonne combinaison : une pièce en SS 316L infiltrée par du bronze. Grâce à ces caractéristiques, lorsqu’amené à haute température dans le four, l’agent d'infiltration fond sans que la pièce ne fonde. Parce que cette dernière est poreuse et du fait de la bonne mouillabilité, l’agent infiltrant peut pénétrer dans la pièce par effet de capillarité et remplir tous les écarts entre les grains de poudre et, finalement présenter de bonnes propriétés mécaniques. Ce faisant, le rétrécissement est bien plus réduit, ce qui permet de fabriquer des pièces plus volumineuses. Étant donné que l’apport thermique intervient dans le four, la chauffe et le refroidissement sont lents, minimisant les contraintes internes. Cette solution permet de fabriquer des pièces beaucoup plus volumineuses (jusqu’à 800 mm), plus massives ou plus épaisses. La faiblesse de la solution tient à l’aspect ‘composite’ (plusieurs matériaux) et à la rugosité, laquelle est similaire à ce qui est obtenu par moulage au sable.
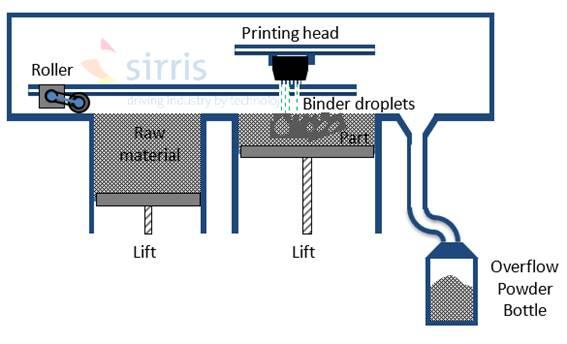
Principe dit de projection de liant
5. Fusion sur lit de poudre
Ici, le but est de faire fondre de manière sélective une couche de poudre au moyen d’un mince faisceau d'énergie (laser ou faisceau d'électrons). Lorsque le point d’énergie se déplace sur la poudre, est généré un tracé de soudure dans son sillage. En procédant de cette manière, le traitement est appliqué à l’ensemble de la pièce. Une fois qu’une couche est terminée, la plaque de travail est abaissée d’une profondeur égale à l’épaisseur de la couche (30 - 90 µm) et une nouvelle couche de poudre est répandue au moyen d'un racleur. Sur des machines standard, le temps moyen requis pour traiter une couche varie de 30 secondes à 2 minutes (à proportion de l’étendue de ce qui est à fondre). Le processus est répété jusqu’à fabrication complète des pièces concernées.
En raison du principe dit d’usinage par faisceau laser (LBM), dans lequel la poudre de métal est fondue au laser, le refroidissement du bain de fusion est très puissant (une sorte de trempe locale), ce qui génère un grand nombre de contraintes thermiques dans les métaux. Sans intervention, la pièce sera distordue par les contraintes ainsi générées. Pour prévenir la torsion des pièces, pour leur éviter d’être courbées, ces dernières doivent être ancrées/enracinées dans une plaque suffisamment rigide/épaisse. La connexion entre la pièce et la plaque est ce que l’on appelle la "structure de support", laquelle est générée par la machine au cours du processus, en même temps que la pièce elle-même. Le but est de générer une structure sacrificielle (qui sera fabriquée dans le même matériau que les pièces), qui soit suffisamment robuste pour prévenir la distorsion, mais que l’on pourra enlever mécaniquement après le traitement thermique de relaxation des contraintes. Ce traitement thermique est effectué après la fabrication. La plaque sur laquelle toutes les pièces sont ancrées, est placée dans un four classique afin d’être soumise à un cycle de relaxation des contraintes.
Après cette étape, si tout s’est bien passé, les contraintes internes ont disparu et la pièce peut être détachée sans distorsion. À ce point, la structure de support doit être enlevée mécaniquement, ce qui, si les supports sont trop nombreux, peut coûter beaucoup de temps et d'argent.
Cette technologie de fabrication additive permet de produire des pièces métalliques avec une grande exactitude de détail et d’une épaisseur de paroi minimale d’environ 0,2 mm. La gamme des matériaux disponibles est étendue et les propriétés mécaniques attendues se situent, en gros, en fonction de la finition de surface et de la densité de la pièce, entre celles du moulage et du forgeage.
L’inconvénient tient à la structure de support : plus la pièce est massive, plus il est nécessaire de multiplier les supports afin d’éviter la distorsion.
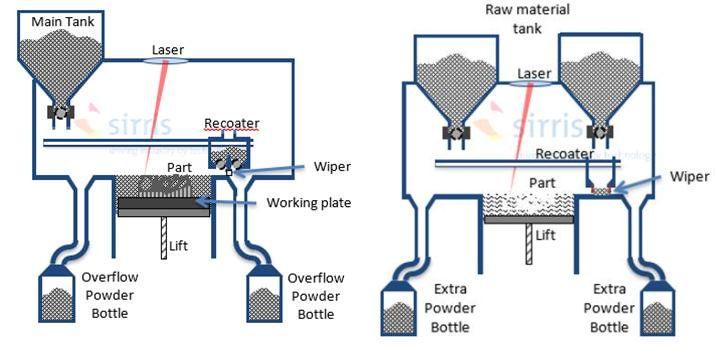
À gauche, principe dit de Fusion de lit de poudre (métaux au laser) ; à droite, principe dit de Frittage au laser sélectif
Lorsque la source de chaleur est un faisceau d’électrons, comme c'est le cas avec la Fusion par faisceau d'électrons (EBM), interviennent quelques différences notables. Tout d’abord, qui dit faisceau d’électrons dit aussi conditions de vide. Il s'ensuit que la structure de la machine est beaucoup plus puissante que celles utilisées dans les techniques du laser, lesquelles supposent généralement une atmosphère d'argon. Le vide est également un isolant thermique de premier ordre. Cela permet à la machine d’atteindre les 700 – 1000 °C dans la chambre de construction. De ce fait, pratiquement "pas" de refroidissement au cours de la fabrication, et donc, "pas" de contrainte thermique. On voit donc que ce processus requiert beaucoup moins de supports que dans la technique laser, laquelle fonctionne généralement à 200 °C. Le rôle principal des supports dans le processus en question n'est pas de prévenir les distorsions éventuelles, mais d’évacuer la chaleur. S’il est ainsi possible de fabriquer des pièces plus volumineuses, la gamme de matériaux compatibles est, elle, beaucoup plus limitée (titane, alliages Co-Cr et alliages au nickel).
Les inconvénients de la fusion par faisceau d'électrons tiennent au frittage de la poudre environnante (du fait du préchauffage à haute température) et à ce que la surface est de moindre qualité (Ra 20–35 µm) que dans les technologies au laser. La poudre frittée est beaucoup plus difficile à éliminer des cavités internes que la poudre non affectée, que l’on peut éliminer en inclinant simplement la pièce.
Dans le scénario de frittage au laser sélectif (SLS), on utilise un lit de poudre sur matériaux polymères comme les PA, TPU, PP, PS…, dans lesquels les supports sont superflus, étant donné que la température dans la chambre de construction est de l’ordre de 95% du point de fusion. Il n’y a donc pas de refroidissement, non plus que de contraintes thermiques, et la poudre frittée entourant les pièces suffit à faire office de support. L'avantage direct tient au fait qu’il est possible d’empiler des pièces dans le volume de fabrication et donc d’accroître la productivité. De plus, on évite d’avoir à enlever des supports collés aux pièces. Cependant, enlever le "cake" de poudre frittée entourant la pièce peut s'avérer laborieux, spécialement dans les cavités étroites de cette dernière. Il est également question d’un vieillissement accéléré de la matière première dû à la température élevée régnant dans la machine au cours du processus.
L’un des buts du concepteur s’essayant à la fusion de lit de poudre appliquée à des poudres métalliques est de se débarrasser des supports en concevant une pièce "sans surfaces horizontales orientées vers le bas". En d'autres termes, un concept "autoportant", "sans” sections horizontales.
6. Dépôt de matériau et fusion (DED)
L'exact contraire d’une fraiseuse. Alors qu’une fraise fonctionne en enlevant de la matière d’un bloc de matériau, cette buse multiaxiale, montée sur une machine commandée par ordinateur (CNC machine), soude des tracés consécutifs les uns aux autres pour fabriquer une pièce à partir de zéro, mais aussi pour réparer une pièce existante ou la doter d’un revêtement. La matière première peut être de la poudre ou des filaments de matériau métallique ou céramique. Sans entrer dans les détails, il s’agit d’un procédé par dépôt de filament fondu (FDM) pour matériaux à température de fusion élevée.
Cette technologie peut fonctionner sur des surfaces non planes, étant donné qu’aucun réenducteur/racleur n'est utilisé. Il est donc possible, ici, d’utiliser/d’ajouter des revêtements épais (de 0,1 mm à plusieurs mm) ou des caractéristiques 3D à des pièces complexes. De plus, le fait d’utiliser un flux de poudre soufflé à travers une buse et non pas un racleur étalant le contenu d’un réservoir de poudre a l’avantage de changer la composition du matériau. Certaines valves peuvent régler les différents flux massiques provenant de différents réservoirs afin de les mélanger progressivement pendant la fabrication. Cela permet de souder entre eux des alliages ayant des coefficients de dilatation thermique différents, comme c'est le cas du métal et de la céramique. On y parvient par le biais d’une transition toute en douceur entre les deux alliages s’étendant sur un nombre donné de couches, ayant pour effet de détendre l’intensité des contraintes résultantes.
Cette technologie connaît la même limite que les fraiseuses classiques pour ce qui regarde la capacité de l’outil à accéder aux endroits difficiles. De manière générale, la distance entre la buse et la pièce est inférieure à 15 mm, ce qui rend difficile le remplissage d’une rainure profonde ou d’une cavité interne.
Un autre aspect tient à l’évolution du curriculum thermique au cours de la fabrication. À mesure que la pièce chauffe, les propriétés valant pour la partie inférieure seront différentes de celles valant pour la partie supérieure. En fonction des applications, ce point peut être plus ou moins pertinent.
La stabilité du processus peut être difficile à obtenir, en particulier lorsque la hauteur de la pièce est importante, nécessitant une grande quantité de couches. Il est probable que ce soit la raison pour laquelle cette technologie a déjà réalisé une commande en boucle fermée dans des offres commerciales basées sur des mesures de détecteurs.

Principe dit de dépôt d’énergie directe
7. Stratification de matériau en feuille
C'est là une technologie moins commune en matière de fabrication additive. Le but est de couper des feuilles de matériaux (polymère, métal, papier...) en fonction de la forme souhaitée (section de la pièce à réaliser), puis de les superposer et de les lier entre elles. Il s’agit donc d’un mélange de fabrication soustractive et additive.
Cette technologie est à la fois propre et peu onéreuse (pas de poudre ou de vapeur chimique dans l'air), mais n’est pas très populaire, comparée aux autres technologies.
Résumé
Pour choisir la technologie de fabrication additive adéquate, il convient de définir les priorités correspondant aux différentes exigences requises pour la pièce. Il est très difficile de satisfaire à tous les critères et il faudra, finalement, opter pour le meilleur compromis. Cette étape de sélection reste difficile. Le mieux est de passer en revue les différentes solutions disponibles avec un professionnel.
Mais s’il faut absolument proposer un guide (très approximatif) de sélection pour pouvoir faire un choix parmi les technologies que nous venons de décrire, ce guide, basé sur la sélection de l'exigence la plus importante, pourrait ressembler à ce qui suit :
- La meilleure finition de surface en état "as-built" : faveur donnée aux techniques à base de résine. Dès lors, faire son choix parmi les techniques à laser (métal ou polymères).
- Fabriquer une pièce massive/volumineuse : éviter les processus thermiques impliquant un refroidissement rapide et puissant.
- Fabriquer une pièce très détaillée : dans ce cas, ce sont les techniques à laser (résine d’abord, puis poudre) qui conviennent le mieux.
- Un minimum de post-traitements : éviter les technologies nécessitant des supports, à l’exception de celles utilisant pour ces derniers un autre matériau que celui de la pièce elle-même, ce qui permet de les enlever plus facilement.
- Fabriquer une pièce de très grande dimension : on peut considérer utiliser le dépôt de matériau et fusion ou la projection de liant. Autre option : scinder la pièce en sous-pièces devant être ensuite réassemblées.
- Fabriquer une pièce à vocation esthétique (sans destination mécanique particulière) : la projection de matériau offre, dans ce domaine, un grand nombre de possibilités.
- Lorsque l’efficacité a la priorité : si le polymère est suffisamment bon, c'est la solution la moins onéreuse. On peut considérer utiliser, dans ce cas, le frittage au laser sélectif et la modélisation par dépôt en fusion. Les techniques à base de résine sont un moins bon choix (plus grande fragilité). Pour ce qui regarde le métal, toutes les solutions sont bonnes, mais plus onéreuses.
- Fabriquer une pièce légère dotée d’un grand nombre de cavités internes : éviter les techniques dans lesquelles la pièce est entourée, après fabrication, d’un robuste cake : ce dernier pourrait être difficile à enlever dans les endroits encaissés. La clé consiste à adapter le concept afin d’éviter les supports.
- Fabriquer annuellement 100.000 pièces d’une dimension supérieure à 300 mm : la fabrication additive n’est pas un bon choix.
- Fabriquer une pièce toute simple, comme un cube volumineux : la fabrication additive n’est pas un bon choix.
Sirris vous propose une assistance à la conception en fabrication additive. Nous vérifions avec vous la faisabilité technique et/ou économique de votre idée. Vous aimeriez savoir si vos produits peuvent être (re)conçus pour la fabrication additive ? Contactez-nous ou assistez à l'un de nos prochains masterclasses !
Cet article a été écrit dans le cadre du projet Cornet AM 4 Industry.
]]>


