
Le refroidissement cryogénique pendant l'usinage permet de travailler à très basse température. Ceci offre des avantages à la fois pour l'outillage des matériaux thermorésistants, où la chaleur peut être élevée pendant l'usinage, et pour le traitement de matériaux plus mous, qui s'écouleront plus facilement pendant l'usinage.
Pour le refroidissement cryogénique pendant l'usinage, des gaz à haute pression sont utilisés. Cette (chute de) pression provoque un fort refroidissement du gaz. Avec un gaz tel que le CO2, la température tombera à -78 °C en cas d'expansion, et avec l'azote, la température sera encore 100 °C plus basse. La capacité de refroidissement est donc énorme.
Usinage de matériaux thermorésistants
Pendant l'usinage, des copeaux se forment lorsque le matériau est fluidifié. Pour arriver à ce point (la formation d'un copeau), les températures doivent donc s’élever considérablement. C’est surtout le cas des matériaux thermorésistants, comme les aciers durs ou les alliages de titane. C'est la raison pour laquelle la percée de ces méthodes de refroidissement a principalement concerné ce type de matériaux. Les premières applications s’observent elles aussi dans le secteur de l'aviation, où ces matériaux sont souvent utilisés.
Le principal avantage des matériaux thermorésistants réside dans l'impact sur l'outil. Comme les matériaux ont des difficultés à disperser la chaleur, la chaleur lors de l'usinage de ces matériaux est souvent détournée vers l'outil, qui subit donc des contraintes importantes. Ceci (en combinaison avec le frottement) entraîne une usure rapide des outils pendant l'usinage. Les frais peuvent donc être élevés.
Traitement de matériaux mous
À l'opposé du spectre, on trouve des matériaux plus mous et faciles à fluidifier. Les aciers doux, les alliages d'aluminium ainsi que les plastiques, voire les caoutchoucs, ont la propriété de ne pas nécessiter de températures élevées pour l'usinage. Ils sont relativement mous, fondent assez facilement et se recollent sur les outils ou les pièces. Il est donc souvent difficile de vérifier la qualité de la surface, et l’outil peut subir une usure d’un type différent.
En exploitant le refroidissement cryogénique, ces matériaux sont rendus plus cassants. Bien souvent, la coupe aura également un meilleur aspect. En outre, les copeaux seront plus courts et mieux contrôlés, la rugosité de surface (Ra) sera plus faible et les copeaux adhéreront moins à l’outil. Une étude a également décrit ceci il y a quelques années : « State-of-the-art cryogenic machining and processing ». Ces derniers temps, Sirris a effectué de nombreux tests au cours desquels ces phénomènes ont été observés. Il a ainsi été possible de confirmer que le refroidissement cryogénique peut faciliter l'usinage de différents matériaux mous.
Une autre étude (« Cryogenic milling of Aluminium-lithium alloys: thermo-mechanical modelling towards fine-tuning of part surface residual stress ») a également montré que les contraintes résiduelles dans les alliages Al-Li diminuaient sous l'influence de ces températures plus basses.
Selon l’étude « Cryogenic Machining of Polymeric Biomaterials: An Intraocular Lens Case Study », cela a également été observé sur les polymères. Si ces matériaux atteignent des températures trop élevées, le matériau devient « caoutchouteux », ce qui rend difficile de parvenir à une bonne qualité de finition. Le matériau ne se coupe plus correctement, mais s’arrache.
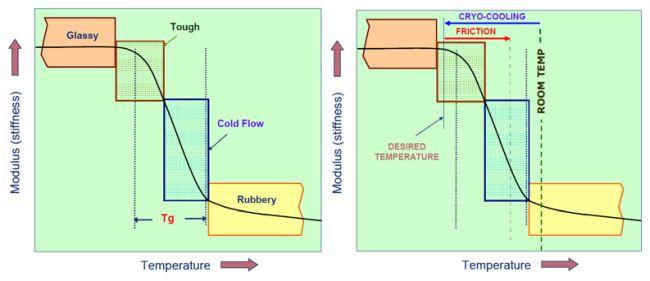
Dans ce contexte, il importe que le refroidissement amène le matériau dans un état un peu plus cassant. Ceci a également été observé dans le passé chez Sirris lors du traitement de matériaux composites.
Le refroidissement cryogénique peut donc être utilisé non seulement pour les matériaux thermorésistants et durs à haute température, mais aussi pour modifier la structure du matériau et obtenir une meilleure formation de copeaux.
Vous aimeriez découvrir si cette technologie est intéressante pour votre application ? N’hésitez pas à nous contacter !
Sources
- 2014, State-of-the-art cryogenic machining and processing, A. Shokrani, University of Bath, Bath, UK
- 2015, Cryogenic milling of Aluminium-lithium alloys: thermo-mechanical modelling towards fine-tuning of part surface residual stress, Xiaoming Zhang, Huazhong University of Science and Technology, Wuhan, China
- 2007, Cryogenic Machining of Polymeric Biomaterials: An Intraocular Lens Case Study, Tekia Corporation
Irvine, California, USA



