
Cryogenic cooling during machining stands for machining at very low temperatures. This has advantages both for tools made of heat-resistant materials, where the heat can be high during machining, and for the machining of softer materials, which will flow more easily during machining.
Compressed gas is used for cryogenic cooling during machining. This pressure (drop) causes a strong cooling of the gas. The temperature of a gas such as CO2 drops to -78°C during expansion, while the temperature will be another 100 °C lower for nitrogen. So, the cooling capacity is huge.
Machining of heat-resistant materials
During the machining, chips will be formed by softening the material. To reach this point - the forming of a chip - the temperatures will be high. Especially for heat-resistant materials such as hard steels or titanium alloys. That is why the breakthrough of these cooling methods took place mainly with these types of materials and the first applications can therefore be found in the aviation sector where these materials are often used.
The main advantage of the heat-resistant materials is in the impact on the tool. Because the materials do not spread heat easily, the heat during the machining of these materials is often diverted to the tool, which will be greatly affected by this. This (in combination with friction) means that tools wear quickly during machining and costs can be high.
Machining soft materials
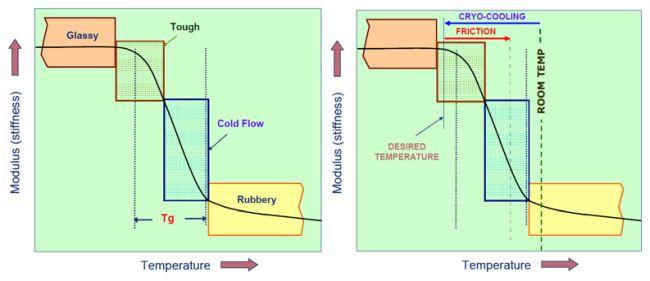
On the other end of the spectrum we find materials which are softer and will flow more easily. Soft steels, aluminium alloys as well as plastics and even rubbers have the property that no high temperatures are required for machining. They are relatively soft, will melt quite easily and stick on tools or workpieces. This often makes it difficult to check the surface quality to see if there is any other type of wear on the tool.
By using cryogenic cooling, these materials are made more brittle. This also often means that the cut will look better and this translates into shorter and better controlled chips, a lower surface roughness (Ra) and a tool to which the chips stick less. This was also described in a study a few years ago: 'State-of-the-art cryogenic machining and processing'. Sirris has recently carried out many tests in which these phenomena have been observed and the following has been confirmed: cryogenic cooling can make machining easier on different soft materials.
Another study ('Cryogenic milling of Aluminium-lithium alloys: thermo-mechanical modelling towards fine-tuning of part surface residual stress') also indicated that the residual stresses in Al-Li alloys decreased under the influence of these lower temperatures.
This was also observed in polymers, according to the study 'Cryogenic Machining of Polymeric Biomaterials: An Intraocular Lens Case Study'. If these materials reach too high temperatures, the material becomes 'rubbery', which makes a good finishing quality difficult: the material no longer cuts nicely but is torn out.
It is important here that the cooling brings the material in a somewhat more brittle state. The same has been observed in the past at Sirris when processing composite materials.
Cryogenic cooling can therefore not only be used for heat-resistant and hard materials with high temperatures, but also to change the material structure and to obtain better chip formation.
Would you like to discover whether this technology is interesting for your application? Feel free to contact us !
Sources
- 2014, State-of-the-art cryogenic machining and processing, A. Shokrani, University of Bath, Bath, UK
- 2015, Cryogenic milling of Aluminium-lithium alloys: thermo-mechanical modelling towards fine-tuning of part surface residual stress, Xiaoming Zhang, Huazhong University of Science and Technology, Wuhan, China
- 2007, Cryogenic Machining of Polymeric Biomaterials: An Intraocular Lens Case Study, Tekia Corporation
Irvine, California, USA



